









OEMs should fix their BOM mistakes, but in practice, your EMS team ends up carrying the load when those mistakes are sent with quote requests.
On the EMS (electronics manufacturing services) side, you feel the tension every day. OEMs (original equipment manufacturers) send RFQs (requests for quotation) with BOMs (bills of materials) that are often incomplete or inconsistent. Industry research from iNEMI put EMS-side BOM error rates around 80% — a benchmark established over two decades ago that the industry hasn’t meaningfully closed.
Every time your program managers fix these common BOM errors, the customer’s behavior is reinforced, so BOMs keep landing in their inbox with gaps, guesswork, and contradictions.
At some point, you have to ask: even if the OEM owns the fix, what does the EMS actually do about it?
The 4 most common BOM errors at a glance
OEMs own every BOM error on this list. The EMS adds value by catching issues early, validating data, and proposing structured fixes — but the decision and approval stay with the OEM. The table below summarizes who does what for each error type.
Common BOM error | OEM owns | EMS adds value by |
|---|---|---|
Missing or invalid MPNs | Defining the correct manufacturer part number | Flagging gaps at intake and validating likely matches against supplier databases |
Lifecycle and lead-time hidden risks | Component selection and risk acceptance | Early supplier involvement and continuous AVL surveillance |
Sole or single-sourced components | Approving alternates and investing in qualification | Identifying alternates via specialized supplier datasets |
Quantity, reference designator, or unit-of-measure errors | Design-data accuracy at source | Automated validation rules at intake |
1. Missing or incorrect manufacturer part numbers (MPNs)
Missing or invalid manufacturer part numbers can only be fixed by the OEM — defining the correct part is a design and contractual decision. The EMS adds value by flagging gaps at intake and validating likely matches against supplier databases.
How MPN errors show up
The part column doesn’t carry a valid manufacturer part number — either it’s missing outright (empty cells, placeholders, distributor SKUs, internal part numbers, or generic descriptions), or it’s there but invalid (looks right at a glance but doesn’t resolve to a real, orderable component). Both stop procurement until the OEM provides a defined part.
Why this becomes a process problem
The manufacturer part number is the canonical reference for the component. Of all the common BOM errors, this is the one that stops procurement cold: without a valid MPN, procurement can’t even start sourcing because the part isn’t uniquely identifiable.
The MPN defines exactly what is being purchased and delivered. It is also what your quote and contract are based on. Any attempt to ”fill in the blanks” becomes an engineering decision. For an EMS provider, that crosses into ECO (engineering change order) territory and can violate internal quality systems or ISO requirements. You would effectively be creating or modifying the BOM without formal authorization.
So the process stops. It has to. No valid MPN means no sourcing, no quote you can stand behind, and no controlled path forward.
How this could be fixed
Start with early identification and validation.
There are two failure modes to catch. The first is obvious: missing MPNs. Empty cells, placeholders, or descriptions that are clearly not valid part numbers. These should be flagged immediately at intake.
The second is more subtle and more dangerous: invalid MPNs. These look correct at a glance, but do not resolve to a real, orderable component. Catching these requires validation against external manufacturer and supplier databases, not just visual inspection.
Normalization is part of the same step. Different naming conventions for packaging or variants, such as ”TR” versus ”T/R”, can fragment sourcing data if left unstandardized. Aligning these to a consistent format ensures the part can be matched reliably across supplier datasets.
Once identification, validation, and normalization are handled early, sourcing and quoting can proceed on a controlled and verifiable foundation.
Who should fix it
Only the OEM can define and approve the correct manufacturer part number. That is a design and contractual decision.
The EMS role is different; you identify the issue early and make it visible.
If the MPN is missing, there is nothing to interpret. The only valid action is to flag it and stop until the OEM provides a defined part.
If the MPN is invalid, the situation is more nuanced. In many cases, the issue comes down to naming conventions or formatting differences. Here, the EMS can add real value by normalizing the part number, validating it against supplier databases, and proposing the likely correct MPN.
You are not fixing the BOM. You are narrowing the problem and presenting a concrete recommendation that the OEM can approve. This works because EMS teams typically have broader and faster access to sourcing data and validation.
The decision still sits with the OEM, while the speed and clarity of the resolution often depend on the EMS.
2. Lifecycle and lead time hidden risks
Lifecycle and lead-time risks are the OEM’s call — they stem from component selection, and the OEM bears the consequences. The EMS earns its role by flagging those risks early, through early supplier involvement on new programs and AVL (approved vendor list) surveillance on mature ones, and proposing alternates before they bite.
How lifecycle errors show up
Components carry different levels of lifecycle and availability risk — often without that risk being flagged anywhere in the BOM. The risk degrades along a familiar path, from extended lead times through to full obsolescence.
The first issue that typically shows up is extended lead times, where procurement is technically possible but operationally impractical within the program timeline.
From there, the situation degrades. Parts move into NRND (not recommended for new design) status, where the manufacturer is signaling declining support and a higher likelihood of disruption.
Next come last-time-buy notices; now, remaining inventory must be secured under constrained or noncancelable terms.
At the end of that path is full obsolescence, where the component is no longer purchasable through authorized channels.
Why this becomes a process problem
Once these conditions are present, the process overhead increases immediately.
Even when parts are still technically available, lifecycle signals such as NRND or last-time-buy add additional layers of complexity. You now have to evaluate minimum order quantities, NCNR (non-cancelable, non-returnable) terms, and supplier-specific constraints. Each of those variables has to be analyzed, quoted, and approved by the OEM.
If availability degrades further, the process expands again. Obsolete parts force a decision between sourcing through unauthorized channels or initiating a redesign. Buying outside authorized distribution brings requirements for counterfeit mitigation, inspection protocols, and internal approvals. Starting an ECO means engineering review, validation, and coordination across multiple functions.
None of this is linear work. It adds branching decision paths, additional approvals, and longer feedback loops between EMS and OEM.
The result is a BOM that requires coordination across procurement, engineering, quality, and the customer, with each step introducing delay and uncertainty.
How this could be fixed
This comes down to early identification, ideally before the BOM ever reaches the quoting stage.
The earliest point is during component selection. OEMs can integrate design-for-procurement practices directly into their design tools, using lifecycle and availability data when selecting parts. That allows engineers to avoid high-risk components before adding them to the BOM.
The next layer is ESI (early supplier involvement). Sharing preliminary BOMs with the EMS well before release creates time to identify lifecycle risks, validate availability, and propose alternatives while changes are still low-cost.
By the time a BOM reaches the formal RFQ stage, most of these risks should already be visible and addressed. That shifts the work from reactive problem-solving during quoting to proactive decision-making earlier in the process.
The same logic applies to two time horizons. For new product introductions, the goal is to identify lifecycle risks before release.
For mature programs, components that have been stable for years can shift into NRND, last-time-buy, or obsolescence without warning — so AVL and part-database surveillance must be continuous; otherwise, the same risks reappear unexpectedly during quoting or replenishment.
Who should fix it
The OEM is ultimately responsible for lifecycle and lead-time risks in the BOM. Component selection and lifecycle risk are design decisions, and the consequences of those decisions sit with the OEM even if the work is pushed downstream.
The EMS role depends on the nature of the relationship.
In a transactional relationship model, where RFQs are issued with limited collaboration, the EMS can identify and flag lifecycle risks, but responsibility remains with the OEM. The EMS has neither the mandate nor the context to take ownership of the issue beyond highlighting it.
In a true partnership relationship model, the expectations shift. The OEM is effectively outsourcing part of its manufacturing and operations capability. In that context, it is reasonable for the EMS to take a more active role by engaging suppliers early, conducting lifecycle analysis, and making proactive recommendations.
Even then, there is a boundary. The EMS can identify risks, validate data, and propose alternatives. The OEM still owns the decision, approval, and any resulting design or commercial implications.
The key difference is how early and how effectively the problem is addressed. OEMs choosing a transactional approach limit the EMS to flagging issues late in the process, while those choosing a partnership model allow the EMS to engage earlier and reduce risk before it impacts cost, lead time, or availability.
⚡ Quote with lifecycle intelligence, not against it
Spot NRND, last-time-buy, and obsolescence risks at BOM intake — before sourcing stalls.
👉 Discover Quoting Intelligence
3. Sole source components
Qualifying alternates for sole-sourced or single-sourced parts is the OEM’s decision and engineering investment. The EMS leads the early stages — using broad supplier datasets to identify candidate alternates, enabling the OEM to review and approve faster.
How sole-source errors show up
The BOM specifies a single approved supplier with no defined alternate. Two flavors: the component truly has only one manufacturer (sole source), or the BOM specifies one approved manufacturer even though alternates exist (single source). Both arrive in the EMS’s inbox looking the same. The path to resolving each is different.
A sole source component has only one manufacturer. There are no true alternates, often because the part is proprietary or highly specialized, as is common with custom components or unique line items, where sole sourcing is inherent to the design.
A single-sourced component, on the other hand, may have multiple viable manufacturers, but the BOM specifies only one. In this case, alternates exist but have not been approved.
Both cases arrive at the EMS in a similar way, as a BOM with no practical sourcing flexibility. Still, the path to resolution varies depending on the situation you are dealing with.
Why this becomes a process problem
The core issue is a lack of procurement flexibility, and that shows up immediately in both execution and negotiation.
In single-sourced scenarios, where alternates exist but are not qualified, any supply constraint forces a delay. You cannot switch sources without validation and approval, so available options sit unused while the program waits.
In both single-sourced and sole-sourced cases, suppliers gain leverage. When they know there is no practical alternative, pricing, lead time, and responsiveness all shift in their favor. It is common to see stricter commercial terms such as NCNR conditions, minimum order quantities, or reduced urgency in quoting.
Each of those conditions introduces additional process steps because quotes must reflect these component constraints, and the OEM must approve special terms or exceptions.
If availability collapses entirely, the process expands further. You are forced to either source through unauthorized channels, which requires explicit OEM authorization and adds counterfeit risk controls, or initiate an ECO request to qualify a new part.
The result is a BOM that requires coordination across procurement, engineering, quality, and the customer, with every layer slowing the work and clouding the cost.
How this could be fixed
Start with recognizing that this is often a cultural and investment decision made by OEM senior management.
Qualifying alternates is not free. Even when components appear identical on paper, OEM engineering teams typically require validation and testing before approving additional manufacturers, consuming engineering time and budget. This is why many BOMs are released with only a single approved source.
From the EMS perspective, the role is to support that process with data and visibility. Identifying potential alternates requires access to expensive, specialized datasets.
An EMS with access to those datasets can accelerate the process by presenting validated options early, especially during ESI. The OEM still owns qualification and approval, but the EMS can materially reduce the effort required to get there.
Who should fix it
The OEM remains responsible for sole-source and single-source decisions. Approving alternates and investing in their qualification are design and business decisions.
In practice, the EMS is often better positioned to lead the solution’s early stages.
Identifying whether true multi-sourcing exists is not trivial, and requires access to broad supplier databases and cross-referencing tools. Many OEM teams do not have that visibility readily available. An EMS that has invested in these data sources can take the lead by presenting structured options to the OEM.
Ownership does not change; the EMS provides the data, and the OEM reviews and approves.
In strong partnerships, this dynamic becomes a competitive advantage. The EMS reduces the effort required for the OEM to act, and the OEM gains sourcing flexibility without needing to build the same data infrastructure internally.
🎯 Sharpen every BOM at intake
Manage complexity, mitigate risk, and keep every component clear with Luminovo’s BOM management solution.
👉 See it in action
4. Incorrect quantities, reference designators, or units
Errors in quantity, reference designators, and units of measure originate in the OEM’s design data, but this is the one BOM error type where the EMS leads from an expertise standpoint — implementing the validation logic, automation, and checks that catch these issues before they reach the quoting stage.
How quantity errors show up
The BOM has quantities that the EMS can’t trust without further interpretation. Three things usually drive it: duplicate manufacturer part numbers on multiple lines, reference designators that don’t reconcile with the count, and ambiguous units of measure.
One common cause is duplicate manufacturer part numbers appearing on multiple line items. This often happens with long, similar part numbers, especially in passives like resistors and capacitors. When the same MPN is split across lines, the total quantity becomes fragmented and error-prone. This condition should not exist; a given MPN should appear only once in a BOM.
Reference designators add a second layer of issues. You may see duplicate reference designators assigned to the same part, inflating the count, or the same reference designator assigned to different parts, creating a mismatch between placement and material definition. In both cases, the count of reference designators no longer aligns with the quantity per assembly.
That alignment is critical. The number of reference designators should exactly match the specified quantity. When it does not, the BOM becomes internally inconsistent and requires clarification.
The final issue is units of measure. This tends to show up more in mechanical or consumable items. A line item might specify a quantity of ”one,” but what that represents is unclear. One tube of adhesive, one bottle, one reel, or one box of 100 units. Similar ambiguity appears with items like tape or fasteners, where packaging units do not map cleanly to usage.
In all of these cases, the OEM is effectively sending a BOM where the quantity cannot be trusted without further interpretation.
Why this becomes a process problem
This is one of the clearest cases where the process stops.
The program manager has to flag the inconsistency, document it clearly, and send it back to the OEM buyer for resolution. That triggers a loop in which the buyer has to go back to engineering to reconcile the discrepancy.
This impacts more than material sourcing. Labor estimation is also blocked. Manufacturing engineering typically requires accurate reference designators and quantities before committing to a labor estimate; if those counts are off, the labor quote is halted as well.
So you end up halting both sides of the quote. Material cost cannot be finalized, and labor cost cannot be calculated. What looks like a small data issue turns into a full stop across the quoting process, forcing clarification cycles and delaying the entire process.
How this could be fixed
Most of these checks can be implemented programmatically — even in Excel. The discipline is to apply them consistently before the BOM reaches the quoting stage.
First, ensure that no manufacturer part number appears on multiple line items. A given MPN should exist only once in the BOM.
Second, validate reference designators. Ensure that no reference designator is duplicated across different part numbers, and that each designator is uniquely assigned.
Third, reconcile counts. Once reference designators are validated, count them and confirm that the total matches the specified quantity per assembly.
Finally, validate units of measure. Flag cases where packaging or unit definitions are ambiguous or inconsistent with expected usage.
These checks require discipline in applying consistent validation rules early, before the BOM reaches the quoting or manufacturing stage.
Who should fix it
The OEM is ultimately responsible for errors in quantity, reference designator, and unit of measure — especially during new product introduction, where these issues originate.
That said, this is one area where the EMS leads from an expertise standpoint.
If you think about where BOM evaluation capability should live, it naturally sits with the organization responsible for manufacturing and operations. Outsourcing those functions means outsourcing the expertise that runs them.
In a strong partnership, the EMS takes responsibility for implementing and maintaining the validation logic, automation, and checks that catch these issues early. This includes investing in the tooling and processes required to systematically evaluate BOM structure before it reaches quoting or production.
The OEM still owns the data. The EMS provides the rigor of how that data is evaluated.
Beyond fixing: how to change the work
From burden to advantage
Most teams treat BOM errors as a nuisance, but they are also a signal. A customer sending incomplete data needs support, and that need creates an opportunity to differentiate through speed and clarity.
Automation
Fixing BOM mistakes manually does not scale. Spreadsheet-based workflows introduce version drift and errors because multiple stakeholders edit copies independently.
Modern RFQ software links manufacturer data, supplier data, lifecycle status, and validation rules into a single controlled environment. Instead of chasing missing data line by line, automation resolves issues in bulk with structured checks and live sourcing visibility.
Resolving the internal tension
OEM buyers want fast, reliable feedback on price and availability. Your program managers want speed without risking downstream surprises.
If fixing BOM mistakes is manual, your program managers end up either slowing down the quote or accepting hidden risk.
When validation and sourcing intelligence are integrated into an automated workflow, the dynamic changes — your program managers can deliver a level of service that’s hard to match without strain.
By responding faster — with issues identified, structured, and often partially resolved — you change how the OEM experiences your organization.
Over time, that consistency builds trust. The OEM sees fewer surprises, faster turnaround, and better-informed decisions because your empowered team is easy to work with and a more valuable partner.
Our customers’ developers now largely clarify the BOM independently and enjoy the process. What was once a laborious manual task, often involving extensive email exchanges, is now handled interactively and documented within the tool.
— Siegfried Seidl, Program Manager Rapid Sample, Zollner Elektronik
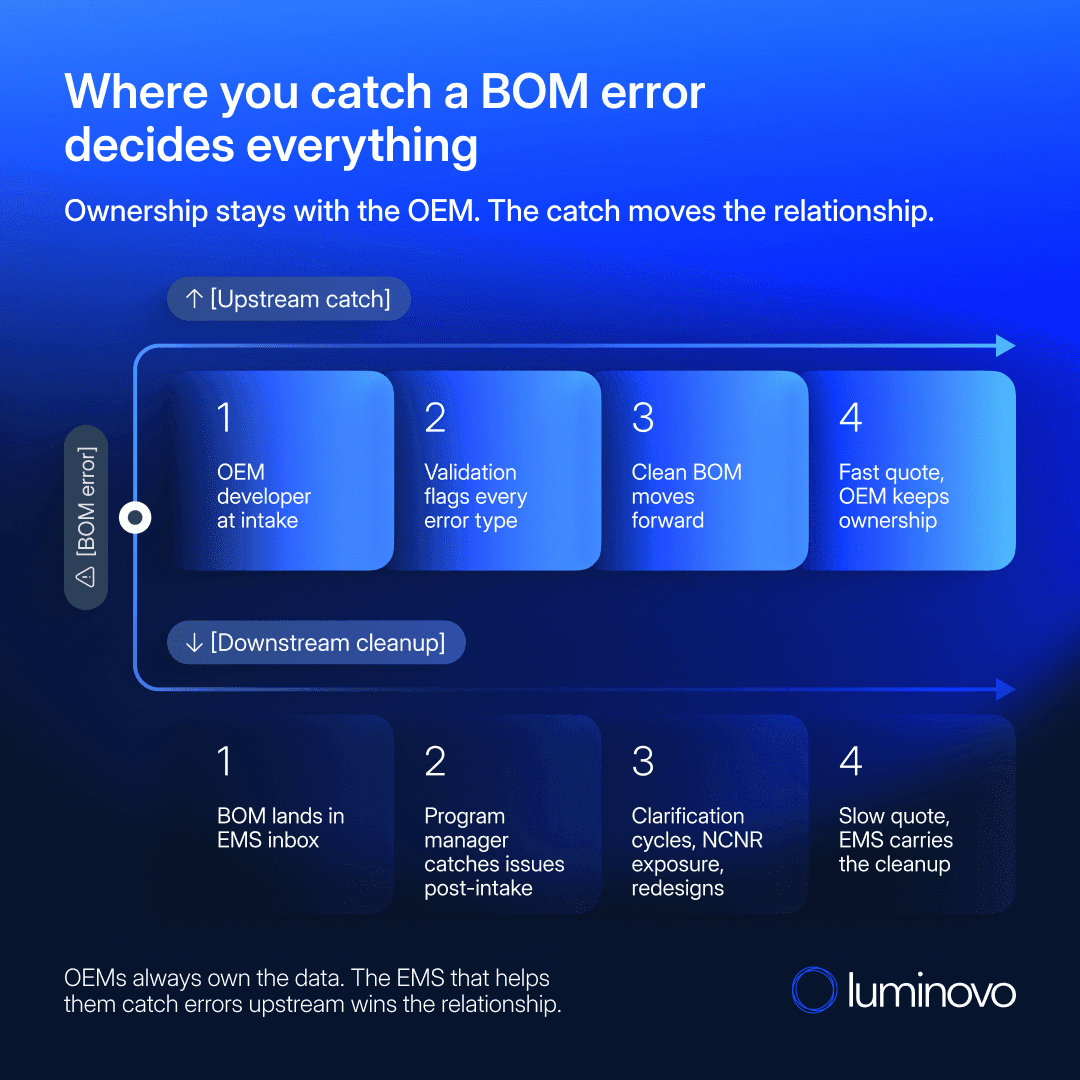
OEM owns the data, EMS owns the workflow
The OEM always owns the data and the decisions. What changes is how the work gets done — and the relationship model decides whether the EMS gets to engage early or only react late.
Capability is what tips this from theory into practice. An EMS with integrated validation and sourcing intelligence can absorb a significant portion of the friction by making it easier for the OEM to act.
The real lever is upstream: when the developer catches errors at intake, ownership stays with the OEM, and the EMS stops carrying the cleanup.
⚡ 2–3 weeks → under 24 hours
Quoting time reduction at Zollner’s Rapid Sample unit, built on Luminovo’s BOM management.
Where EMS teams should start
BOM errors slow you down, and pushing every issue back to the OEM does, too.
High-performing EMS teams invest in automated validation, sourcing intelligence, and early engagement to identify and resolve issues with minimal friction.
When you help the OEM move faster and reduce risk without losing control, you change the relationship.














